 Industrial IoT (IIoT)
Industrial IoT (IIoT)
Reducing Downtime with Industrial IoT: Smarter Factory Opera...
Published On 21-06-2026
Published by IOT Arizona Research & Editorial Team
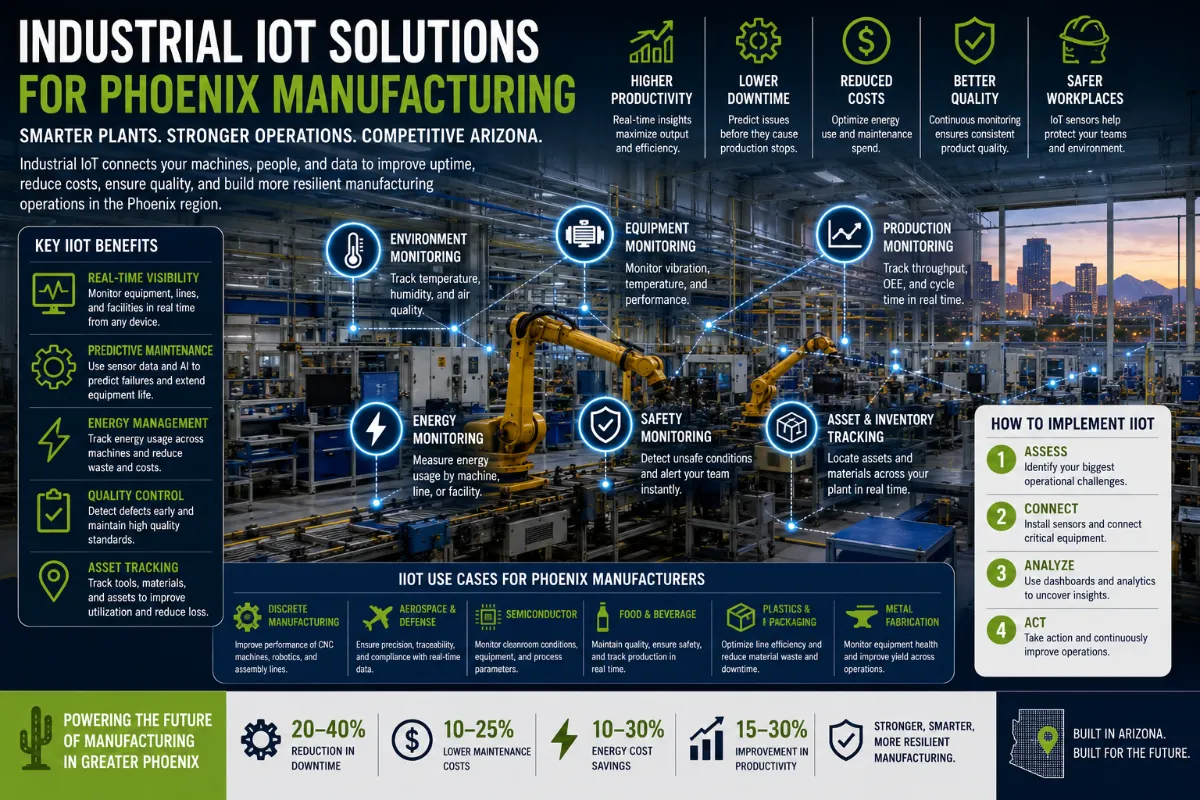
Phoenix manufacturing is changing quickly. As Arizona grows as a hub for advanced manufacturing, semiconductors, aerospace, electronics, logistics, food production, and industrial operations, manufacturers need better visibility into their plants, machines, energy use, quality control, and supply chains.
Industrial IoT solutions are helping Phoenix manufacturers move from manual reporting and reactive repairs to real-time monitoring, predictive maintenance, automated alerts, and data-driven production decisions.
This is not just about adding sensors to machines. It is about creating a smarter factory environment where equipment, people, software, and production systems work together.
Phoenix manufacturers operate in a demanding environment. Extreme heat, rising energy costs, equipment stress, workforce shortages, and supply chain pressure can all affect production performance.
Traditional plant management often depends on manual inspections, spreadsheets, operator notes, and delayed reporting. By the time a problem is visible, it may already be affecting output, quality, or equipment health.
Industrial IoT helps manufacturers detect problems earlier and make faster operational decisions.
Industrial IoT, also called IIoT, uses connected sensors, machines, controllers, networks, cloud platforms, edge computing, and analytics to monitor industrial operations in real time.
In a Phoenix manufacturing facility, IIoT can track machine health, production speed, energy use, temperature, vibration, air quality, downtime, defects, inventory movement, and equipment performance.
Instead of writing a generic article called “Benefits of Industrial IoT,” a stronger article angle is:
“How Phoenix Manufacturers Use Industrial IoT to Protect Uptime, Quality, and Energy Performance in Arizona’s High-Demand Production Environment”
This topic is more useful because it connects IIoT to real plant-floor problems Phoenix businesses face every day.
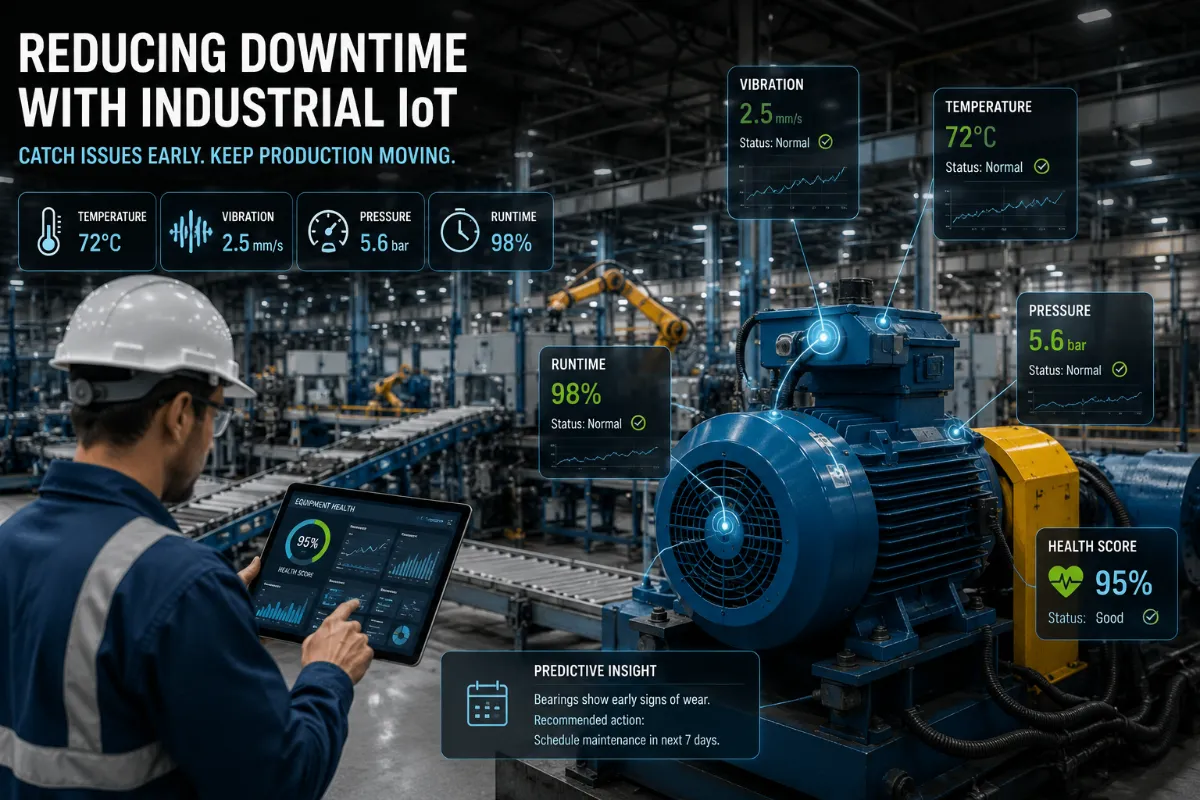
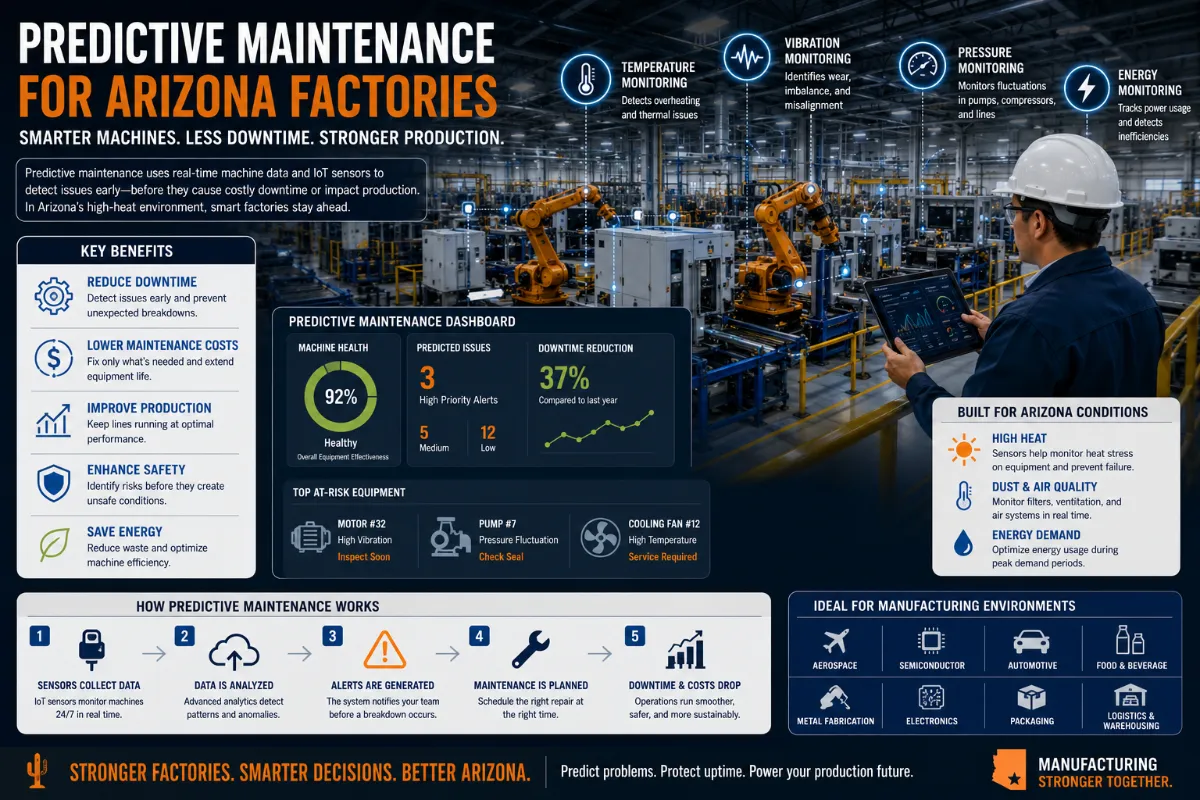
Predictive maintenance is one of the most valuable Industrial IoT applications. Sensors monitor vibration, temperature, motor performance, pressure, runtime, and energy usage.
When equipment begins acting abnormally, the system can alert maintenance teams before a failure occurs.
This is especially important in Phoenix, where heat can increase stress on motors, compressors, HVAC systems, conveyors, pumps, and electrical equipment.
Manufacturers can use IIoT dashboards to monitor production lines in real time.
Plant managers can track output, cycle time, downtime, machine availability, shift performance, and production bottlenecks without waiting for end-of-day reports.
Industrial facilities use significant electricity for machinery, compressed air, cooling, lighting, and environmental control.
IIoT systems help manufacturers identify where energy is being wasted and which machines are using more power than expected.
Connected sensors and machine vision systems can detect quality issues earlier in the production process.
This helps reduce scrap, rework, rejected parts, and customer complaints.
Manufacturing environments often require controlled conditions. Sensors can monitor temperature, humidity, dust, air quality, pressure, and ventilation.
This is useful for electronics, food production, pharmaceuticals, aerospace components, and precision manufacturing.
IoT tracking systems help manufacturers locate tools, materials, parts, forklifts, containers, and high-value equipment.
This reduces time wasted searching for assets and improves production flow.
IIoT can support safety by monitoring heat exposure, equipment zones, air quality, noise, machine status, and restricted areas.
Connected alerts can help teams respond faster to unsafe conditions.
| Manufacturing Function | IIoT Application | Business Impact |
|---|---|---|
| Maintenance | Vibration, temperature, and runtime monitoring | Reduces unexpected downtime |
| Production | Line performance dashboards | Improves throughput visibility |
| Energy | Machine-level power monitoring | Reduces energy waste |
| Quality | Machine vision and defect detection | Reduces scrap and rework |
| Safety | Environmental and equipment alerts | Improves worker protection |
| Logistics | Asset and inventory tracking | Improves material flow |
Phoenix is home to a growing mix of advanced manufacturing, semiconductor operations, aerospace suppliers, electronics companies, distribution centers, and industrial parks.
These businesses depend on uptime, precision, reliability, and efficient operations.
Industrial IoT is valuable because it helps manufacturers answer important operational questions:
Manufacturers should not start by buying random sensors. They should begin by identifying one major problem, such as downtime, energy waste, quality defects, slow production reporting, or maintenance delays.
Start with machines that are expensive, failure-prone, or essential to production. These may include compressors, CNC machines, conveyors, pumps, motors, packaging equipment, chillers, and HVAC systems.
Different equipment requires different sensors. Common Industrial IoT sensors include vibration sensors, temperature sensors, pressure sensors, current sensors, flow meters, humidity sensors, and optical sensors.
Some manufacturing data needs to be processed close to the machine instead of being sent directly to the cloud. Edge computing can reduce latency and support faster decisions.
Plant managers should be able to see production, maintenance, energy, and quality data in one place.
IIoT works best when plant teams know how to read dashboards, respond to alerts, and use data in daily operations.
| Performance Area | Potential Improvement |
|---|---|
| Unplanned Downtime | Reduced through predictive alerts |
| Maintenance Costs | Lower through condition-based service |
| Energy Use | Reduced through equipment-level monitoring |
| Production Output | Improved through bottleneck visibility |
| Product Quality | Improved through earlier defect detection |
| Worker Safety | Improved through environmental alerts |
Factories do not need to connect every asset on day one. Start with high-value equipment and expand after measurable results.
Bad sensor data leads to bad decisions. Manufacturers should verify that sensors are installed correctly and calibrated properly.
If teams need five dashboards to understand one production problem, the system becomes difficult to use. Data should be organized clearly.
Industrial IoT connects operational technology with digital systems. Manufacturers need secure networks, access controls, segmentation, updates, and monitoring.
IIoT security is critical because connected industrial systems can affect production, safety, and business continuity.
Manufacturers should use:
The next stage of Industrial IoT will move beyond monitoring into autonomous manufacturing intelligence.
Future Phoenix factories may use:
Industrial IoT solutions for Phoenix manufacturing are not just technology upgrades. They are operational tools that help factories reduce downtime, improve quality, lower energy costs, protect workers, and compete in a more advanced manufacturing economy.
The strongest IIoT projects start with a real plant-floor problem, connect the right equipment, measure the right data, and turn insights into action.
This article was reviewed by the IOT Arizona Editorial Team for accuracy, clarity, and relevance. Information may be sourced from publicly available treatment resources, government agencies, and healthcare references where applicable.
Last reviewed: June 2026
Industrial IoT (IIoT)
 Industrial IoT (IIoT)
Industrial IoT (IIoT)
 Industrial IoT (IIoT)
Industrial IoT (IIoT)
 Industrial IoT (IIoT)
Industrial IoT (IIoT)